Coordinate measuring machine (CMM): An introduction, types, considerations and applications
Coordinate measuring machines (CMMs) are efficient and accurate measuring tools that outperform alternatives like rulers, micrometers, and vernier calipers. These versatile machines measure the 3D dimensions, GD&T features, and compare to CAD in industries like healthcare, automobile, aerospace, and more.
However, not all CMMs are created equal– but that’s good news! CMMs have different measurement areas, software, and accuracy. Each of these factors should be taken into account when choosing the right CMM for your inspection or measurement needs.
With that said, if you are wondering how to choose a CMM, the following post will help.
Types of CMM
There are many types of CMM. The types are based on characteristics used for classification.
In general, there are two types of CMM classification:
l Classification based on coordinate system used by a CMM
l Classification based on the interaction between a CMM and a part surface
Cartesian CMM is divided into four sub-categories: moving-bridge, fixed-bridge, cantilever, gantry.
Various types of Cartesian CMM.
The various types of Cartesian CMM as shown in figure 1 are explained as follows:
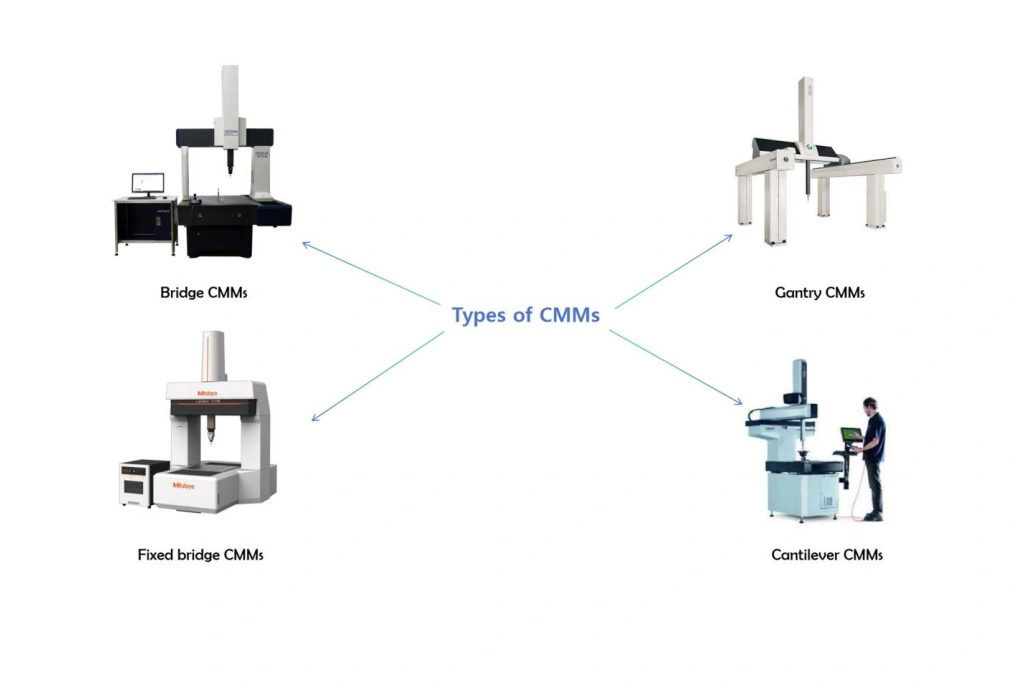
This type of CMM is the most common type found in industries and laboratories. The popularity of this type of CMM is because this type of CMM has the balance among several aspects that are, to mention few, high measurement accuracy, relatively high measurement speed (compared to other types of Cartesian CMM) and the ability to measure parts with various shape and size.
This type of CMM has two-legs that move together in one-direction or one-axis. The other two-axes are from the motion of the bridge and its vertical axis (z-direction movement).
The moving-bridge have a “walking” phenomena (in micrometre or less scale) where the two legs are not exactly move at the same time. This “walking” phenomena introduce errors specifically for this type of CMM.
For five-axes moving-bridge CMM, the other two rotational-axes are mostly from the stylus system, that can rotate in along two different axes.

This type of Cartesian CMM is the one that has the highest accuracy among all other Cartesian CMMs.
As per 2017, the accuracy level of this type of CMM can achieve±(0.3+L1000)μm where L is in millimetre.
However, this CMM has the lowest measuring speed compared to any other Cartesian CMMs.
This type of CMM has two fixed-legs (fixed-bridge), hence the CMM table that move to give a one-directional axis that is provided by moving legs as in the case of moving-bridge CMM.
Hence, fixed-bridge CMM does not have a “walking” phenomena as found in moving-bridge CMM. This aspect is one of the cause fixed-bridge CMM has a higher accuracy than moving-bridge CMM.
Similar to the moving-bridge CMM, the other two-axes are from the motion of the bridge and its vertical axis.

Cantilever CMM is very often to be found in automotive industries. This type of CMM is mostly used to measure the body of assembled cars.
Cantilever CMM with horizontal arm has a long measuring arm that can access the surface of large component with cavities, like the body of cars.
However, cantilever CMM has a low accuracy compared to moving-bridge and fixed-bridge CMMs. Because, the cantilever arm induces a bending effect when the arm is at its farthest position. This bending effect contribute to measurement errors and reduce the CMM’s accuracy.
This type of CMM has the largest measuring volume. Mostly, this type of CMM is used to measure parts with size of > 10 m.

However, this type of CMM has the lowest measurement accuracy compared to other Cartesian CMMs. Because, since it has a very large measuring volume, the geometric error (volumetric error) of the gantry CMM contribute to low measurement accuracy.
Classification based on the interaction between a CMM and a part surface
Types of CMM based on how the CMM interact with the part surface are:
Tactile (contact) CMM
Tactile CMM is a CMM that mechanically touches the surface of a measured part. For example, tactile Cartesian CMMs (for example moving-bridge, gantry and fixed-bridge CMMs) and tactile non-Cartesian CMM such as articulated-arm CMM.
The fundamental advantage of tactile (contact) CMM is that this type of CMM physically touch the surface of a part by using a physical probe, such as a stylus tip from ruby sphere.
This process of physically touching a surface with a physical probe can be analytically modelled. That is, modelling a sphere rolling on a surface can be established.
Hence, the measurement results from a tactile CMM can be predicted with the analytical model and the error can be confidently evaluated and verified.
That is why tactile CMMs are always used to verify the measurement results of optical (non-contact) CMM.
Some drawbacks of tactile CMM are there will be a risk to damage the surface of a measured part due to the pressure from a small stylus tip. The smaller the stylus tip diameter, the larger the given pressure to a measured surface (Hertzian force).
The next drawback is that tactile CMMs relatively have slower measurement speed compared to optical CMMs. Also, the throughput of data points of measured from a surface of tactile CMMs is small compared to optical CMMs.
For example, by using a tactile CMMs, it may require hours of measurement time to produce thousands of data points from a measured surface. Meanwhile, for the same amount of data points, optical CMMs may require only few minutes of measuring time.
Another obvious drawback of tactile CMMs is that due to finite size of a tip, a tactile CMM has a limited access to features of a measured part. For example, a CMM with 1 mm stylus tip diameter, the CMM cannot measure a hole with diameter < 1 mm.
Optical (non-contact) CMM
Optical CMM is a CMM that does not physically touch the surface of a measured part. This type of CMM uses optical method to probe a surface. Some common examples of optical CMMs are photogrammetry and fringe-projection systems.
Advantages of optical CMM are it can produce a large number of data points in relatively short measurement time, for example within less than one minute or few minutes, it can access small features on a part and it will not damage the surface of a measured part.
Meanwhile, drawbacks of optical CMM are as follows. The fundamental drawbacks is that optical CMM shine light to a surface and capture the reflected light to a sensor or photo-detector and then, with a certain algorithm and analysis, the surface is reconstructed from the detected reflected light on the sensor.
The problem is that, the interaction between light and surface is very complex and difficult to model. This difficulty causes the measured surface with an optical CMM cannot be analytically verified and leave some degree of doubt of the trueness of the reconstructed surface from an optical CMM and difficult to evaluate the uncertainty of the measurement.
The next drawback is that optical CMMs are significantly affected by the type of material of measured part. Very often, transparent or shiny polished surfaces are difficult to measure with optical CMM. Because, reflected lights from these surfaces are difficult to detect (due to saturation) by the sensor of optical CMMs.
Another drawback is that, due to numerical aperture (NA) of optical CMM, it is often very difficult to measure surfaces with around 90 degree surface slope.